
- Innovation créatrice de nouvelles compétences
- Oui
- Innovation génératrice de nouvelles activités
- Oui
- Phase de développement de l'innovation
- Commercialisé depuis plusieurs années
- Date de création
- Date de mise à jour
En bref
La méthode consiste à projeter de la peinture (liquide ou en poudre) chargée électriquement sur la pièce à peindre, puis à la cuire pour solidifier le dépôt : on parle alors de thermolaquage.
L'application se fait à l'aide d'un pistolet électrostatique, ou pneumo-électrostatique, destiné à la projection de peinture ou de poudre, principalement des résines thermodurcissables. En associant l'air comprimé aux forces électrostatiques, le jet de peinture peut entrer dans les parties creuses des pièces aux formes complexes.
Le revêtement en poudre est aussi connu sous le nom anglais Powder Coating.
- Innovation créatrice de nouvelles compétences
- Oui
- Innovation génératrice de nouvelles activités
- Oui
- Phase de développement de l'innovation
- Commercialisé depuis plusieurs années
- Date de création
- Date de mise à jour

Description détaillée
Les pistolets électrostatiques :

Les pistolets électrostatiques manuels fonctionnent suivant 2 systèmes :
- le système électrostatique ou effet Corona permet d'utiliser tous types de poudre. Cependant, la formation de "cage de Faraday" lors de la pulvérisation empêche la peinture de se déposer dans les angles.
- le système triboélectrique, lui, ne forme pas de "cage de Faraday", et donc permet un meilleur résultat. Mais ce système ne permet pas d'utiliser tous les types de peinture en poudre.
L'application des peinture liquides par électrodéposition :
Un pistolet manuel de peinture électrostatique est destiné à l'application des peintures liquides solvantées ou hydrosolubles en industrie automobile et générale.
Il peut être alimenté par une distribution à basse pression telle qu'une pompe (mono ou bi-composant), un circulating ou un pot sous pression. Il est relié au moyen d'une liaison électro-pneumatique à un module de commande.


Ce pistolet peut être équipé avec différentes têtes (jet plat ou jet rond) et fonctionner à basse pression (8 bar) ou haute pression (200 bar) de produit. Un module de contrôle assure l'alimentation électrique du pistolet, gère l'action de la gâchette, gère les commandes de réglage du niveau de haute tension et de la Marche/Arrêt du générateur. Au moment de la pulvérisation, les particules de peinture sont chargées électriquement et suivent les lignes de forces du champ électrique jusqu'à l'objet à peindre. Le principe électrostatique favorise l'économie de peinture, diminue le brouillard (donc la pollution) et permet de bien recouvrir les faces cachées (effet de contournement).
L'application des poudres par électrodéposition :
Un enduit en poudre est pulvérisé sur un support avec délicatesse (comme si l'on pressait une boîte de talc) à l'aide d'un pistolet électrostatique. La pièce enduite est ensuite cuite à une température avoisinant les 200°C. Le fini obtenu est très résistant aux intempéries, à la corrosion et aux impacts. Selon la base de poudre utilisée, elle peut aussi être résistance aux produits chimiques.
Par rapport à l'utilisation de peintures liquides, les intérêts de la méthode sont à la fois économiques (moindre coût) et écologiques puisqu'il n'y a plus de rejet de solvants liquides ou volatils.
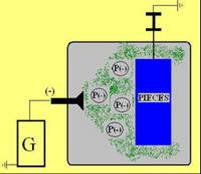
Le procédé de poudrage électrostatique consiste à charger la poudre d'électricité statique et à la mettre en contact avec l'objet à recouvrir relié à un potentiel zéro. Les grains de poudre de 20 à 40 microns de diamètre sont injectés dans un pistolet électrostatique qui va les charger par effet Corona (aussi appelé effet couronne), par triboélectrification ou par combinaison des deux. La poudre ainsi chargée à un potentiel fortement négatif (30 à 60 kilovolts) est projetée sur l'objet à recouvrir relié à un potentiel zéro. L'objet recouvert de poudre est ensuite placé dans un four à une température suffisante pour assurer un revêtement par fusion de la poudre provoquant la filmification. Par exemple pour une poudre de polyamide 11 il suffit de chauffer à 220°C.
Exemples d'applications possibles avec cette technologie :
- Protection et esthétisme ;
- Isolation électrique ;
- Revêtement de pièces industrielles soumises aux intempéries ;
- Chromage de pièces et accessoire,
- Traitement de pièces composites et plastiques intérieures ou extérieures…
| Diffusion sur le marché | Cette technologie est très rarement utilisée en carrosserie (rentable pour de grandes productions) : seulement quelques entreprises sont équipées de cabine de poudrage et/ou sont spécialisées dans le thermolaquage. |
|---|---|
| Constructeurs concernés | L'application par électrodéposition est beaucoup utilisée dans l'industrie automobile (constructeurs, équipementiers...) comme par exemple, Peugeot dans son usine de Mulhouse ou les process sont entièrement robotisés. |
| Innovation engendrant des entretiens | Non |
| Innovation engendrant des réparations | Non |
| Dispositif législatif en rapport avec l'innovation | REACH (règlement n°1907/2006) et la directive européenne 99/13 sur les émissions de solvants |
| Contrôle technique | L'application par électrodéposition n'entre pas dans le champ d'application du contrôle technique. |
| Mots-clés | Peinture |
Méthodes et pratiques
La mise en peinture par électro-déposition est utilisée dans toutes les branches et toutes les industries, pour les véhicules et leurs accessoires.

Ce procède peut être long et difficile, du moins en ce qui a trait a la préparation. Comme pour tout bon ouvrage de peinture, la pièce en question doit être complètement nettoyée de tout fini antérieur par décapage au jet d'oxyde d'aluminium ou de billes de verre.
Suit alors un trempage en produit chimique. Puis, la pièce minutieusement examinée passe à une première cuisson. Les endroits qui ne doivent pas être couverts de peinture (filets, murs de cylindres, etc) sont alors masqués ou bouchés.
Dans la chambre d'application, la pièce est chargée négativement alors que le pistolet à vaporiser, l'est positivement. Quand l'opérateur commence a vaporiser la pièce, les ions électrostatiques attirent la poudre a la surface de la pièce. Un phénomène de contournement est alors constaté, ce qui est idéal pour peindre les pièces tubulaires.
La pièce est alors cuite puis ensuite refroidie. Il en résulte alors un revêtement qui est trois fois plus épais qu'une peinture régulier et il peut être ciré et poli.
L'électrodéposition des peintures liquides :
La haute tension est produite à partir d'un module de commande émettant un signal basse tension et moyenne fréquence. Ce module alimente un étage élévateur de tension qui produit une haute tension continue. L'étage élévateur, appelé aussi "Unité Haute Tension" ou "cascade" est parfois intégré dans le pulvérisateur.
Au moment de la pulvérisation, on charge électriquement les particules du produit à l'aide d'un générateur haute tension (UHT) qui délivre jusqu'à 60 kV en manuel et de 85 à 100 kV en pulvérisation automatique. Ce générateur crée un champ électrique entre l'électrode du pulvérisateur et la pièce reliée à la terre, de ce fait les particules de produit chargées négativement se déplacent en suivant les lignes de force électrostatique. La peinture se dépose uniformément sur toutes les faces de la pièce ce qui apporte un rendement de dépôt élevé.
La peinture peut être portée à la haute tension
- soit avant pulvérisation, la peinture se charge par contact au cœur du circuit produit = charge interne
- soit après pulvérisation, la peinture se charge à l'extérieur du pulvérisateur = charge externe
L'électrodéposition des peintures en poudre :
On peut également évoquer ici les peinture en poudre utilisables sur des matériaux non conducteurs, un procédé qui présente plusieurs avantages : une application directe (sans préparation particulière) sur des supports composites ou plastiques, non conducteurs, résistants à des températures supérieures à 150°C.
Après dégraissage et décapage, les différents éléments sont prétraités avec une couche de passivation exempte de chrome à base de zirconium destinée à protéger les éléments en aluminium contre la corrosion. Celle-ci sert également de couche d'accrochage de la laque.
Ce procédé consiste à immerger les éléments dans différents bains de façon à leur fournir la protection optimale tant interne qu'externe. Afin de garantir celle-ci, la concentration de produits chimiques des bains de prétraitement est contrôlée quotidiennement.
Après séchage des éléments, une couche de polyester thermodurcissable de 60 à 90 microns d'épaisseur est appliquée lors du laquage électrostatique à la poudre. La polymérisation de celle-ci a lieu ensuite dans un four à moufle à une température de 200°C.
Caractéristiques des résines utilisées :
|
NATURE DU LIANT |
RESISTANCES |
||
|
CORROSION |
CHIMIQUE |
INTEMPERIES |
|
|
EPOXY |
Excellent |
Excellent |
Déconseillé |
|
MIXTE ÉPOXY/POLYESTER |
Bien |
Bien |
Passable |
|
POLYESTER |
Bien |
Passable |
Excellent |
Caractéristiques et avantages :
Le principe électrostatique favorise l'économie de peinture, diminue les brouillards (donc la pollution) et permet de bien recouvrir les faces cachées (effet de contournement). La pulvérisation due à la charge électrique a pour conséquences :
- Une meilleure pulvérisation qu'en conventionnel
- Une efficacité de dépôt très importante (économie de peinture, diminution des rejets atmosphériques)
- Diminution de la quantité des boues de cabine (salissure de la cabine réduite, maintenance réduite)
- Un excellent aspect d'application (excellente uniformité de la couche déposée, qualité de recouvrement et régularité d'épaisseur
- Un contournement électrostatique très important (réduction du temps de mise en peinture, réduction du nombre de pulvérisateurs)
L'ensemble de ces avantages permet de réduire le coût d'exploitation et d'augmenter la productivité de la ligne de peinture
Les inconvénients de l'application par électrodéposition :
- Risque de perturber l'électronique de véhicules, la pulvérisation électrostatique n'est pas employée dans le domaine des retouches d'automobiles.
- Risques d'incendie ou d'explosion que présentent les poudres en suspension dans l'air ;
- Délais attribuables aux changements de couleur ;
- Ne convient pas pour l'application de couches multiples.
| Métiers concernés | Carrossier et Peintre |
|---|
Impact sur les compétences en atelier
Compétences génériques :
- Savoir appliquer les produits peinture
- Connaître les différentes techniques d'application et de séchage des produits
- Connaître le matériel d'application
Compétence spécifique :
- Maîtriser la pulvérisation électrostatique et le thermolaquage
Exemple d’outillage approprié
Pour les entreprises spécialisée dans la pulvérisation électrostatique et le thermolaquage (hors industrie) :
- cabine d'application ou de poudrage,
- appareillages complets avec pistolets électrostatiques manuels
- fours de cuisson
À lire aussi dans la même section
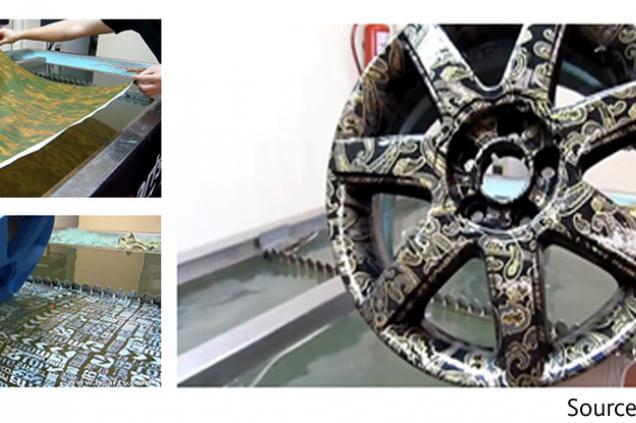
L'application par transfert hydrographique
L'impression hydrographique est aussi appelée impression par transfert par eau (Water Transfer ou Hydro Dipping en anglais).
Cette technique d'application permet de transférer un film aux motifs pré...

Les cabines mobiles PAINT TROTTER
Avec une cabine mobile, il est possible de créer des zones de travail flexibles capables d'absorber aisément les différentes tâches, et augmenter la performances des petites réparations.
Paint...

L'application par pulvérisation aérosol
La pulvérisation aérosol est un procédé d'application de produit peinture permettant des interventions simples et rapides, ne nécessitant pas l'utilisation de matériels lourds (comme pistolet-tuyau...

La recherche de teinte avec un Smartphone
Les logiciels de recherche couleur présents sur tous les outils informatisés de pesée des marques de peinture sont accessibles depuis un Smartphone ou une tablette. La recherche de teinte est ainsi à...