
- Innovation créatrice de nouvelles compétences
- Oui
- Innovation génératrice de nouvelles activités
- Oui
- Phase de développement de l'innovation
- Commercialisé depuis plusieurs années
- Date de création
- Date de mise à jour
En bref
Le soudage laser est utilisé pour le soudage des tôles de toutes natures, même en aluminium.
Pour les structures en aluminium, on a envisagé, dès la phase de conception, la mise en œuvre de méthodes de soudage alternatives : depuis quelques années, on dispose de sources lasers haute puissance remplissant les conditions requises pour l'aluminium, et utilisables en production.
Pour les pièces en acier de type élémentaire, qui ne remplissent pas de fonction structurale, comme le pavillon, c'est vraiment un procédé novateur. Il est ici possible de renoncer aux technologies de soudage par points, MIG/MAG ou de rivetage.
La soudure au laser est une technique très avantageuse sur les chaînes de production puisqu'elle est parfaitement robotisable, mais pas transposable en réparation : elle doit donc être remplacée par d'autres procédés d'assemblage, comme le collage.
- Innovation créatrice de nouvelles compétences
- Oui
- Innovation génératrice de nouvelles activités
- Oui
- Phase de développement de l'innovation
- Commercialisé depuis plusieurs années
- Date de création
- Date de mise à jour
Description détaillée
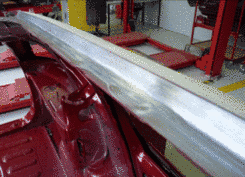
Les constructeurs automobiles innovent régulièrement en matière de technique d'assemblage. C'est le cas avec une nouvelle technologie de soudure laser pour réunir le pavillon et les flancs de la carrosserie : ce procédé permet de réduire au maximum les jeux entre les différentes pièces de tôles qui forment la caisse, d'être plus économique en énergie, bien que la soudure soit plus puissante tout en occupant moins de place.
Le laser à guide optique soude en continu le long du bord de la tôle du pavillon et de l'armature du côté de caisse. Outre le gain de poids (environ 2 kg), la soudure au laser du pavillon augmente la rigidité structurelle et offre une très belle finition de surface permettant de se passer des enjoliveurs qui devraient, sinon, cacher la soudure.

Le soudage laser offre les avantages suivants :
- Productivité élevée.
- Résistance élevée.
- Économie de poids (faible recouvrement).
- Accès requis d'un seul côté.
- Déformation faible du fait d'un apport thermique moins important.
- Exécution du cordon simple et propre.
- Aucun traitement de surface préliminaire nécessaire.
Définition du laser :
Le mot LASER signifie en anglais : Light Amplification by Stimulated Emission of Radiation, c'est-à-dire : Amplification de Lumière par Emission Stimulée de Radiation. Tout laser comprend ainsi les éléments suivants : un milieu émetteur, une excitation (appelée pompage), une amplification (résonateur optique).
Définition de la soudure laser :
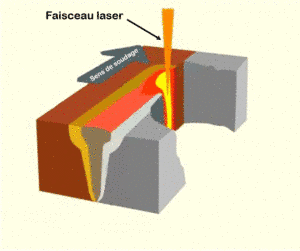
Le soudage au laser, tant pour des pièces de même nature que de natures différentes, est un procédé de fusion qui ne nécessite aucun matériau d'apport. Contrairement à d'autres procédés de soudage en continu, le laser permet un apport ponctuel très précis de la chaleur. Le recouvrement des points permet un soudage en continu (cordon). Le temps d'interaction est extrêmement bref et atteint seulement quelques millisecondes par point. En fonction de l'absorption spécifique au matériau, la zone de soudage subit un échauffement qui augmente jusqu'à atteindre la température de fusion. Lors de la diffusion de la chaleur, le matériau en fusion se solidifie pour former la soudure.
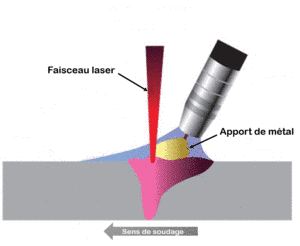
Mais le soudage peut aussi très bien se réaliser sans fusion des pièces, avec mouillage d'un métal d'apport fondu, ayant une température de fusion inférieure à celle des deux pièces de base (soudo-brasage).
Sous l'action du faisceau laser, la surface des matériaux irradiés s'échauffe rapidement jusqu'à atteindre la température de fusion du métal d'apport, qui, injecté en général sous forme de fil, se dépose et vient adhérer sur les surfaces des pièces pour assurer la liaison après refroidissement.
L'avantage du soudage laser par rapport aux moyens conventionnels est surtout la finesse de la soudure. Celle-ci permet non seulement d'améliorer l'aspect esthétique, mais aussi d'avoir un échauffement très localisé.
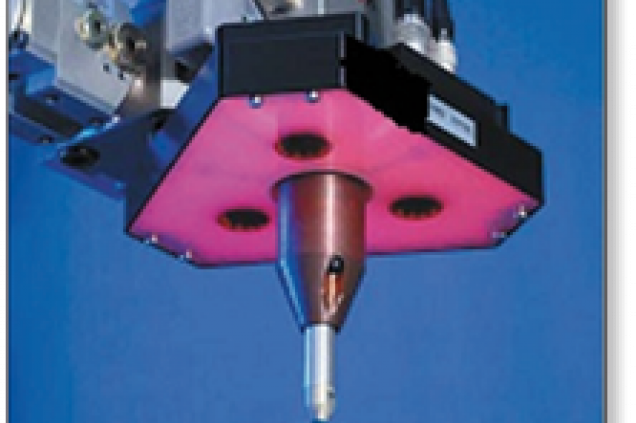
Au cours du soudage par laser, un gaz inerte est propulsé sur la zone de fusion par l'intermédiaire d'une buse de soudage. Ce gaz a pour fonction :
- de protéger la lentille contre les particules projetées depuis la zone de fusion,
- de protéger la soudure contre l'oxydation,
- d'améliorer le couplage de l'énergie du rayon laser avec la zone de fusion,
- de contrôler le plasma formé au-dessus de la zone de fusion.
Comme pour la découpe, le faisceau laser est focalisé sur la surface du matériau afin de créer un bain de fusion.
Cependant, dans le cas du soudage, le matériau n'est pas éjecté par un jet de gaz, mais une couverture gazeuse (en général de l'argon ou de l'hélium) protège le métal liquide contre l'oxydation.
Un ajustement rigoureux des paramètres puissance/vitesse/gaz permet d'obtenir une bonne soudure.

On peut voir dans le cas présent qu'on peut concilier plusieurs facteurs techniques et économiques en changeant de procédé de soudage.
Au lieu de deux opérations de soudage, nous n'en avons qu'une seule. Elle permet une augmentation importante de la résistance mécanique de la liaison soudée, tout en réduisant le temps d'usinage de la pièce par un volume de matière plus faible.
La répétitivité du soudage laser permet de garantir la fiabilité des caractéristiques mécaniques.
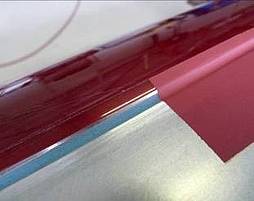
Les parties latérales et le pavillon reliés par soudage ou soudo-brasage au laser offrent une jointure parfaite qui permet de supprimer les enjoliveurs de toit, de diminuer la surface de recouvrement et donc de réduire le poids.
Pour pouvoir souder au laser les éléments de carrosserie en garantissant la sécurité du processus, ces éléments doivent présenter une surface très propre. Cela est obtenu pour les pièces individuelles soit par un nettoyage suivi d'un décapage, soit par utilisation d'un nouveau procédé dit « laser propre ». Ce procédé consiste à nettoyer la surface de toutes ses impuretés par un bref réchauffement au moyen d'un rayon laser commandé en conséquence. Les éléments ainsi nettoyés peuvent alors être directement soudés au laser.
Le post-usinage et la finition de surface de l'assemblage cadre de pavillon-tôle de pavillon sont réalisés automatiquement en production par brossage.
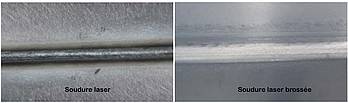
Faible déformation et suppression des projections de soudure permettent un traitement de surface après soudage sans reprise.
| Diffusion sur le marché | Les constructeurs ayant adoptés cette méthode d'assemblage l'ont appliqué sur toute leur gamme à l'exception des véhicules équipés de toit vitré. |
|---|---|
| Constructeurs concernés | Le groupe VAG (Volkswagen, Audi, Skoda), Opel, Ford, Volvo, Renault et PSA. |
| Innovation engendrant des entretiens | Non |
| Innovation engendrant des réparations | Non |
| Dispositif législatif en rapport avec l'innovation | NF EN ISO 15609-4:200411 (A89-052-4) - Descriptif et qualification d'un mode opératoire de soudage pour les matériaux métalliques. Partie 11 : descriptif d'un mode opératoire de soudage par faisceau laser. |
| Contrôle technique | Le pavillon soudé au laser n'entre pas dans le champ d'application du contrôle technique. |
| Mots-clés | Soudure au laser, pavillon |
Méthodes et pratiques
Il n'est pas possible de reproduire la soudure laser car ce type de matériel de soudage n'existe pas encore en réparation. C'est un problème, car, contrairement à ce que la réglementation impose, reconstituer un véhicule à l'origine est devenu irréalisable.
Pour remédier à ce problème en réparation après-vente, le cordon de soudure laser est remplacé par le collage structural.
Dans le cas d'un remplacement du pavillon suite à un accident, la découpe de la pièce soudée demande à l'opérateur une attention et une préparation toute particulière.
On laissera une bande d'environ 1 cm que l'on éliminera par meulage y compris le cordon de soudure laser.
Pour le collage, une colle structurale bi-composant à base de résine époxy sera utilisée. La finition est réalisée par un joint de sertis à l'extérieur.
Il faut bien entendu respecter les préconisations du constructeur et suivre les différentes étapes du manuel de réparation :
Dépose de l'élément endommagé
- Découper à 1 cm de la soudure.
- Déposer la pièce endommagée.

- Affaiblir la soudure à l'aide d'une meuleuse droite équipée d'un disque à découper.
- Déposer les bandes de tôles restantes.
- Araser les résidus de soudure.
- Repérer la position optimale du pavillon en appliquant des repères à l'aide de ruban de masquage entre la pièce de rechange et le côté de caisse.
Préparation des faces d'accostage
- Préparer les zones d'encollage sur la pièce de rechange et sur le véhicule à l'aide du matériel approprié. Puis le reste de la pièce de rechange, selon le mode de liaison.
- Réaliser les protections avant assemblage.
- Dégraisser les zones d'encollage sur la pièce de rechange et sur le véhicule.
Réalisation des cordons de colle
- Appliquer un cordon de colle structurale sur la totalité de la face interne d'accostage du côté de caisse.
- Appliquer un cordon de colle de calage sur les traverses de pavillon.

- Lisser la colle structurale à l'aide d'une spatule.
- Appliquer un cordon de colle structurale sur la pièce de rechange. Lisser la colle à l'aide d'une spatule.
- Appliquer une seconde fois de la colle structurale sur le côté de caisse.
- Positionner la pièce de rechange sur le véhicule.
- Ratisser le surplus de colle avant séchage à l'aide d'une spatule.
- Maintenir la pièce de rechange avec des pinces-étaux (au niveau des traverses avant et arrière) et des sangle(s) de sécurité pour figer sa position selon les marquages effectués précédemment.
- Laisser sécher la colle (respecter le temps de séchage en fonction de la fiche produit du fabricant).
- Effectuer le reste des liaisons de la pièce de rechange.
Réalisation des opérations de finition
- Effectuer la mise en apprêt des zones de collage latérales.
- Appliquer un joint de finition.
| Entreprises concernées aujourd'hui | Carrosserie / Peinture, MRA, RA2, RA1 |
|---|---|
| Métiers concernés | Carrossier et Peintre, Réceptionnaire |
Impact sur les compétences en atelier
- Connaître le matériau acier (propriétés, caractéristiques,...).
- Connaître les techniques d'assemblage (soudure au laser, collage,...).
- Savoir remplacer un élément soudé au laser.
- Savoir mettre en œuvre les techniques de collage.
Exemple d’outillage approprié
Concernant le dégrafage des tôles pour remplacer un élément soudé par laser, le seul procédé à ce jour est de meuler pour user la première tôle.
Pour faciliter la vie des carrossiers, la société Wieländer + Schill commercialise un appareil pour élimer la première tôle dans la zone d'assemblage par laser, le Laser Cuter.

Très maniable avec ses 850 grammes, la fraise, sorte de mollette dentelée, tourne à 18 000 tr/min. Disponible en deux diamètres (25 et 40 mm) et d'une épaisseur de 4 mm, elle est réalisée en métal très résistant et bénéficiant d'un affûtage spécifique. Une butée limite sa profondeur de limage (0,8 à 1,0 mm), ce qui évite d'entamer la tôle inférieure.

À lire aussi dans la même section
Le collage
Le collage des métaux a commencé vers 1942.
L'arrivée des matériaux composites, dans les années 1965 à 1975, pour lesquels le collage est la principale méthode d'assemblage et les exigences très...
Le vissage Flowdrill
En 1923, dans un hangar du midi de la France, Jean-Claude de Valière essaya de mettre au point un outil qui devrait percer des trous dans la tôle en se servant de la chaleur frictionnelle au lieu de...
Le clinchage
L'idée d'assembler des morceaux de métal sans apport par coupe et par fluage date du 19 ième siècle. Cependant à cette époque, personne ne réussit à fabriquer des outillages appropriés et durables, l...
Le rivetage auto-poinçonneur
Début des années 80, Keith Jones, fondateur de la société Henrob, découvre la technique du rivetage auto-poinçonneur à l'occasion d'un voyage d'affaires en Australie. Peu de temps après, il fait l...